-
About the report
-
Corporate Overview +
-
Statutory Reports +
-
Financial Statements +
 Download Full Report
Download Full Report
Download Full Report



At Crompton, our manufactured capital comprises our state-of-theart manufacturing units and facilities that ensure uninterrupted delivery and productivity.
A 50,000 square feet state-of-the-art research and development centre in Vikhroli, Mumbai, helps enhance our capabilities in enabling world-class innovation and further optimise product efficiencies. It further accelerates the Company’s efforts in driving innovation across its flagship product lines in fans, appliances, pumps and lighting. The acquisition of Butterfly was yet another significant milestone last year, which brings enormous value to our product line while creating cost efficiencies and expanding our production footprint.
Our four state-of-the-art production facilities are equipped with the latest machinery, enabling us to consistently deliver high-quality products. The acquisition of Butterfly has further complemented our appliance manufacturing capabilities through synergistic collaboration. We have introduced advanced grinding machines featuring cutting-edge technologies, including automated dressing, adjustment and online inspection. The integration of these automated features is instrumental in optimizing operations, minimizing errors and increasing overall efficiency and output.

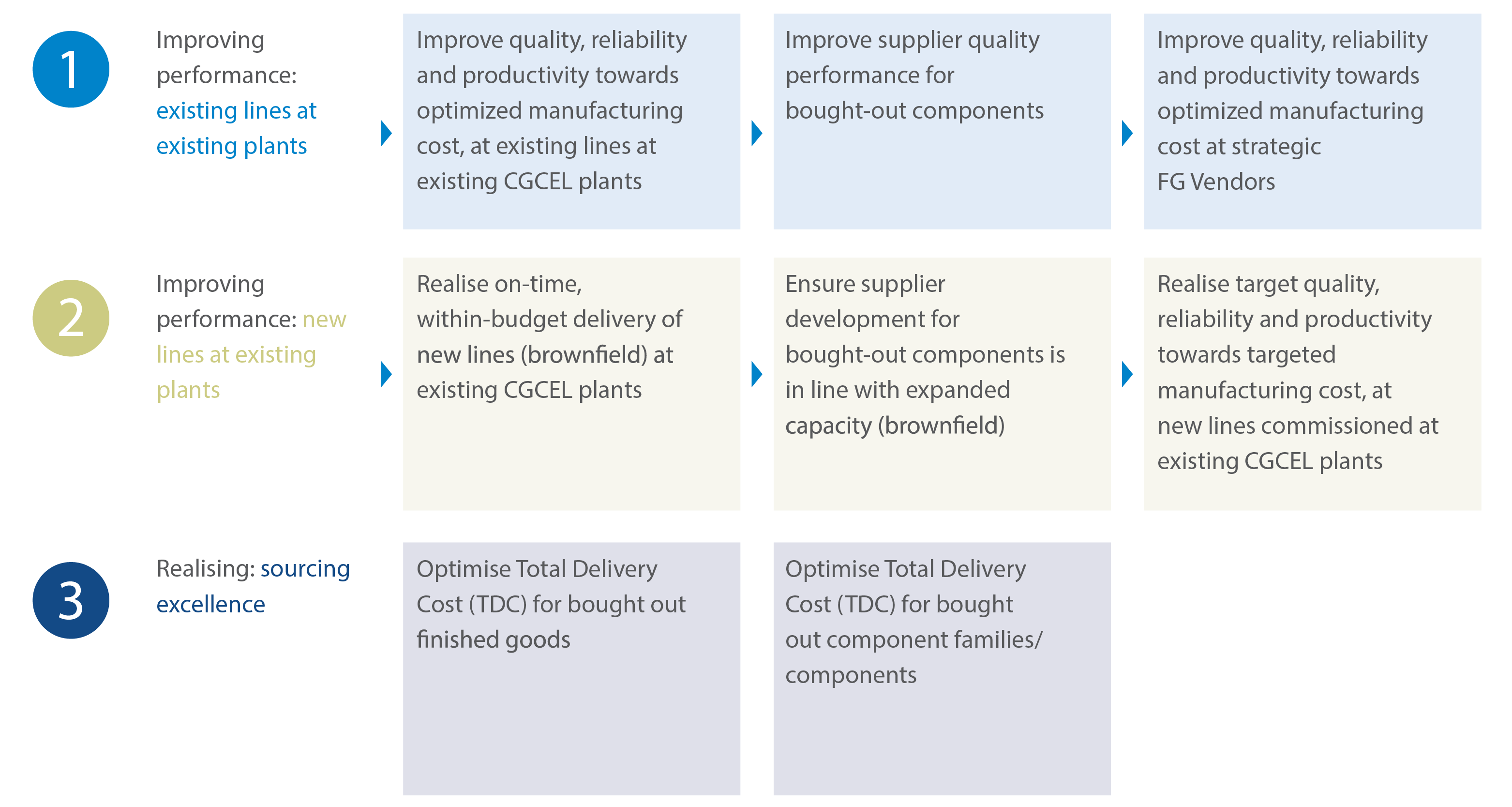
The programme is designed to bring our products to market at the lowest possible cost, while maintaining best-in-class quality and service standards. The objective is to be among the best-in-class by 2026 by aggressively eliminating waste across processes from order to delivery and from concept to launch. Across a five-year horizon, the project aims to recalibrate the business model by focusing on the following work areas:

Focus on manufacturing excellence towards improved throughput, productivity, cost and quality performance

Optimise ‘Make v/s Buy’ portfolio configuration, considering product criticality and the supply chain ability

Augmented manufacturing network capable of delivering products (finished goods, components) in line with cost, quality and service levels

Sourcing excellence initiative, aligned to the requirements of the overall supply strategy (finished goods, components), considering cost, quality and service levels
The implementation of the projects are based on the foundation of lean principle, continuous improvement and employee engagement. Consumer centricity, TPM, engineering excellence, process innovation, digitalisation, preventive quality attitude, competency development and EHS are among the eight excellence pillars underlying the initiative.

The programme is on track, with a dedicated cross-functional team working to fulfil the defined goal of achieving manufacturing excellence across all vendors, suppliers and manufacturing locations.
At Crompton, we follow a lean manufacturing concept through which we try and maximise productivity while reducing waste. We try to eliminate waste at every stage of the process, from design through product conceptualisation, raw material sourcing and final shipment. As a result, every stage of the product’s life cycle and process adheres to the lean manufacturing approach.

We look for processes that provide robust machine capabilities and are highly productive to achieve the appropriate quality outcomes based on product requirements
We look for eco-friendly processes to reduce the environmental footprint of our manufacturing

We emphasise on robust automation and digitisation

We outsource the non-critical processes with the help of suppliers around the plants
The Company’s manufacturing excellence is driven by the adoption of technology in multiple facets. Crompton implemented automation across its production lines to enhance efficiency, productivity and consistency. Additionally, data analytics is deployed to gain critical insights into its manufacturing processes, allowing the Company to identify areas for optimisation and improvement. Crompton also leverages advanced materials and technologies to develop innovative products that meet the evolving needs of its consumers. These initiatives align with the Company’s mission to enhance its manufacturing prowess through the use of technology.

The Company embarked on a strategic implementation of automation, while preserving its established floor footprint. This decision has yielded remarkable results, with significant enhancements to Crompton’s operational efficiency and product quality.



We made investments in green and sustainable technologies at Crompton this year and intend to continue doing so in the future. In addition to emphasising on the conservation of limited resources and minimising harmful emissions, our strategy also focuses on sustainable management at all stages throughout the value chain and the life-cycle of the products.
We have eliminated plastic and thermocol during packaging as they pose a great danger to landfills.
In pursuit of sourcing excellence, we have made significant progress in monitoring vendor performance through the implementation of a vendor scorecard. This scorecard evaluates vendors based on key parameters such as cost, quality and delivery. The Vendor Performance Index (“VPI”) is derived from the vendor scorecard and serves as a crucial metric for assessing vendor performance. We are actively working on improving the VPI score of vendors to achieve a minimum threshold of 75%. To achieve sourcing excellence and maintain strong vendor relationships, we give preference to vendors that score high on the VPI, ensuring effective vendor strategy/ management.
Additionally, we are committed to attaining quality excellence at the vendor's end. External agencies have been engaged to assess vendor performance and action plans have been formulated to enhance internal deliverables such as PPR (Product Performance Review), TBR (Test Bed Rejection) and VQP (Vendor Quality Performance). These internal improvements serve as the foundation for enhancing lead indicators like VPI. We have taken several initiatives to enhance quality, including the release of a quality manual, the implementation of a zero-tolerance policy and the establishment of a Bill of Material validation process.
Moreover, the digitalisation of all vendor data on a dedicated vendor portal has been carried out to facilitate improved quality at the vendor's location. During the BEE (Bureau of Energy Efficiency) transition in fans, we collaborated closely with vendors. The design and quality representation team from Crompton worked alongside the vendor design and quality team throughout the entire production process, from the initial gate to the final productionisation gate. To ensure the delivery of highquality products, we ensure that all critical parts designs are approved by the design team and that procurement of critical parts is exclusively carried out by CGCEL-approved suppliers. Moreover, in a strategic move to reduce dependency on vendors, we have acquired ownership of tools and moulds, thus mitigating potential supply chain risks. These initiatives collectively highlight our commitment to sourcing and quality excellence.
The obligatory BEE rating for ceiling fans will encourage larger institutions to adopt energy-efficient solutions. Public awareness will also be ensured by the widespread deployment of these energy-efficient fans. The lower cost of fans will also appeal to large-scale industrial clients such as the textile sector as well as other industries with significant energy expenditures that may be directly related to ceiling fans.
We believe that brands should be able to match the consumer demand for environment-friendly and energy-efficient solutions. We are an eco-conscious brand and offer a variety of eco-friendly ceiling fans as India’s largest ceiling fan manufacturer. With a BEE 5-star rating, Our ActivPower induction motors technology and ActivBLDC (Brushless Direct Current) technology ceiling fans are among the most energy-efficient options available in the market.

Active components like windings, stampings and other components. make the motor more efficient with up to 25%+ higher efficiency.
With up to 50% less heating this motor is cooler as compared to a regular fan motor, resulting in its long life.

Strengthening R&D infrastructure

Change in active materials

Strengthened logistics

Enhanced the reach of products

Dedicated testing facility

Invested in new manufacturing lines

Reskilled the workforce
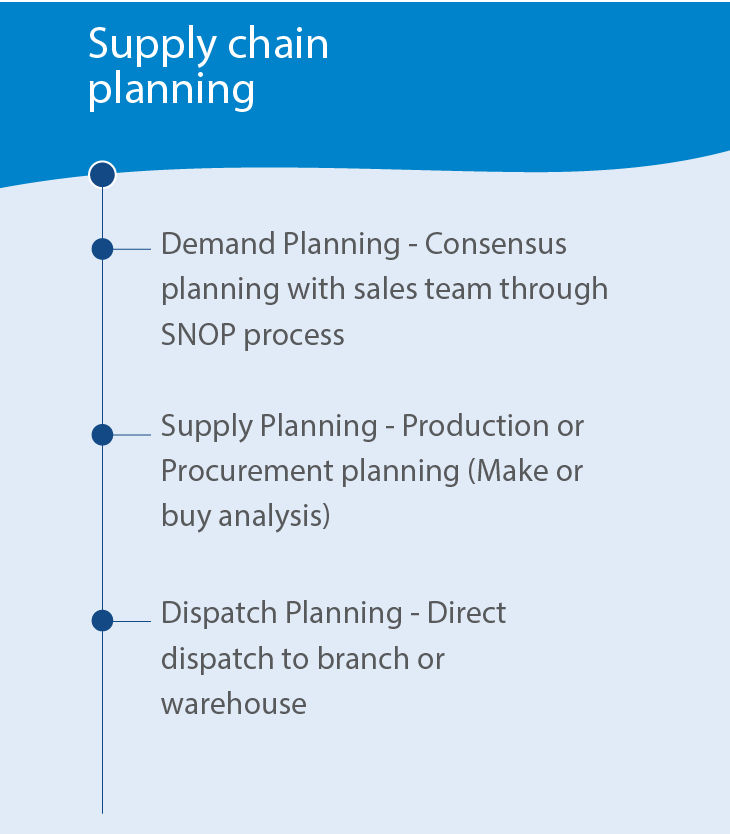
Maintaining a robust and sustainable supply chain is critical to meeting our long-term objectives. Several measures were put in place to fortify our supply chain processes and make them more efficient and secure.
Our robust supply chain comprises thorough SOPs and a vendor on-boarding procedure, as well as a scorecard to monitor KPIs for strategic vendors and suppliers, transporters and carrying and forwarding agents (CFAs). To achieve best-in-class inventory management, we will continue to prioritise warehouse modernisation, logistics digitalisation, better automation in procurement, physical distribution and integrated business planning.

We strive for operational excellence by implementing key quality improvement programmes such as 5S, Quality Circles, Daily work management, Glass Wall and continuously challenging status quo in every aspect of Crompton’s Value chain be it inhouse or outsourced locations. We have deployed Six Sigma approach to improve our problem-solving capabilities. This entails providing advanced statistics and project management training to teams in order to enable them to solve complex quality problems.
The 5S (Sort, Set in Order, Shine, Standardise, Sustain) technique, a Japanese idea of workplace management, has helped simplify the movement of people and goods, consequently bolstering employee safety, morale and productivity. It also contributes to an improved plant visualisation.

The Quality Circles project was created to address challenges that arise on the shop floor. A large proportion of these challenges are resolved amicably by frontline personnel as they are most familiar with the task and process.
Daily work management focuses on the day-to-day activities that must be maintained for quality. This effort has been implemented for the quality functioning of manufacturing operations to achieve top-notch audit outcomes. The drive is to resolve safety, quality, process and supply issues on priority within 24 hours with clear ownership.
The main performance metrics are diligently presented on dashboards in all factories and functional departments as part of the Glass Wall concept. These metrics are assessed regularly and remedial actions are taken to address performance gaps.
The structured problem-solving project aims to solve complex problems through cross-functional team collaboration. This project for continual improvement includes seven core quality management tools with complex problems requiring the deployment of Six Sigma Methodology, like in the case of warranty failure reduction. This year we have closed ~ 30 projects utilising this technique.
To help streamline our processes and maintain compliance with numerous standards and laws, we implemented an Integrated Management System (“IMS”), a comprehensive framework for integrating multiple management systems into a single integrated solution. The system integrates our quality, environmental, along with health and safety management systems into a single platform for management.
IMS is intended to ensure that our operations run seamlessly in a hassle-free manner. The emphasis is always on customer satisfaction, environmental responsibility and employee safety. IMS assists us in conforming to a variety of international standards, such as ISO 9001 (Quality Management), ISO 14001 (Environmental Management) and OHSAS 18001 (Occupational Health and Safety Management). We continue to monitor and improve our processes and systems basis the updates from around the world and benchmarking BIC companies, to ensure sustained business results.
In the fiscal year, we have upgraded and launched nearly 12 processes across the value chain under a framework of Crompton Management System (CMS), including revised NPD requirements from Central Quality function , Vendor Quality Manuals, Stop to Fix Policy framework, Layered Process Compliance systems, Manufacturing Quality Audit systems and governance in a Digital Way.
We have launched Project Delight — a cross-functional continuous improvement programme that aims to enhance product quality and performance through Six Sigma tools and techniques. Our approach involves leveraging the best talent within the organisation to identify and solve problems, utilising key performance indicators such as Product Performance Report (PPR) score and lead indicators like Pre-Delivery Inspection (PDI) percentage. Our initiative is based on the principles of Standardisation, Simplification and Harmonisation of processes, policies and systems.
Crompton Problem Solving in 12 key steps
Problem Definition (Project Charter)
Reason for selection of theme
Target setting
Understanding of current situation
Analysis of the Problem (“CED”)
Causes Validation
Finding the Root Cause for Occurrence & Detection
Why-Why analysis of the Root Cause for Occurrence & Detection
Determine the CAPA
CAPA Effectiveness
Standardisation
Horizontal replication
Copyright © 2023 Crompton Greaves Consumer Electricals Limited. All Rights Reserved.